Dienstleistungen
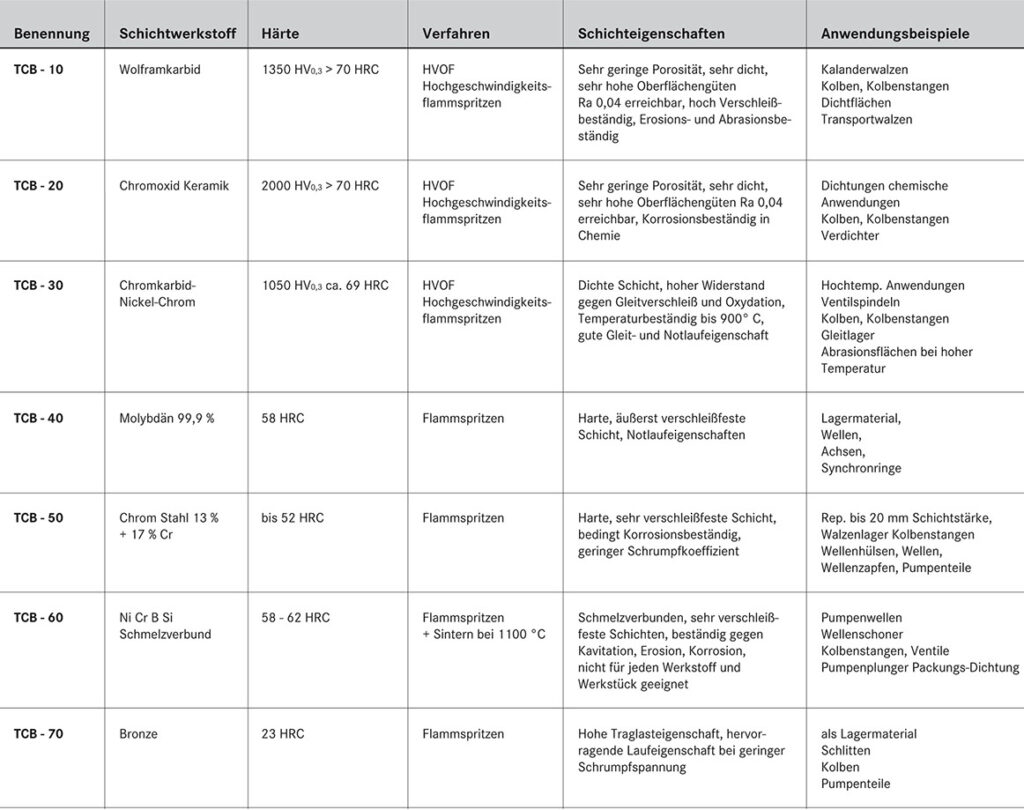
Hochgeschwindigkeits-Flammspritzen (HVOF)
Beim Hochgeschwindigkeits-Flammspritzen erfolgt eine kontinuierliche Gasverbrennung mit hohen Drücken innerhalb einer Brennkammer, in deren zentraler Achse der pulverförmige Spritzzusatz zugeführt wird. Der in der Brennkammer erzeugte hohe Druck des Brenngas-Sauerstoff-Gemisches und der meist nachgeordneten Expansionsdüse erzeugen die gewünschte hohe Strömungsgeschwindigkeit im Gasstrahl.
Dadurch werden die Spritzpartikel auf die hohen Partikelgeschwindigkeiten beschleunigt, die zu enorm dichten Spritzschichten mit ausgezeichneten Hafteigenschaften führen. Durch die ausreichende, aber moderate Temperatureinbringung wird durch den Spritzprozeß der Spritzzusatzwerkstoff nur gering metallurgisch verändert, z.B. minimale Bildung von Mischkarbiden. Bei diesem Verfahren werden extrem dünne Schichten mit hoher Maßgenauigkeit erzeugt.
Als Brenngase können Propan, Propen, Ethylen, Acetylen und Wasserstoff verwendet werden.
Einsatzgebiete sind Gleitflächen von Dampfbügeleisen, Walzen für die Fotoindustrie, Teile für petrochemische und chemische Maschinen, z.B. Pumpen, Schieber, Kugelventile, mechanische Dichtungen usw.
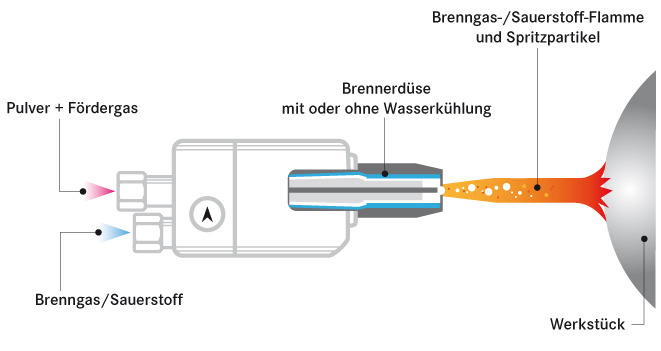
Flammspritzen mit Draht oder Stab
Beim Draht- oder Stabflammspritzen wird der Spritzzusatzwerkstoff im Zentrum einer Acetylen-Sauerstoff-Flamme kontinuierlich aufgeschmolzen. Mit Hilfe eines Zerstäubergases, z.B. Druckluft oder Stickstoff, werden aus dem Schmelzbereich die tröpfchenförmigen Spritzpartikel abgelöst und auf die vorbereitete Werkstückoberfläche geschleudert.
Das Flammspritzen mit Draht ist ein verbreitetes Verfahren mit einem sehr hohen Spritzschichtqualitätsstandard. In der Automobilbranche werden damit jährlich mehrere hundert Tonnen Molybdän auf Schaltgabeln, Synchronringen oder Kolbenringe verspritzt.
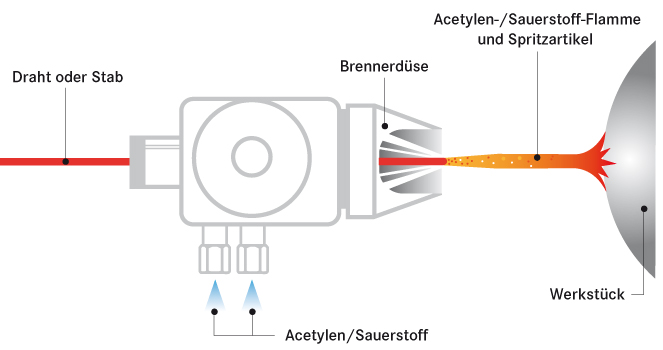
Flammspritzen mit Pulver
Beim Pulverflammspritzen wird der pulverförmige Spritzzusatz in einer Acetylen-Sauerstoff-Flamme an- oder aufgeschmolzen und mit Hilfe der expandierenden Verbrennungsgase auf die vorbereitete Werkstückoberfläche geschleudert.
Falls erforderlich, kann zur Beschleunigung der Pulverteilchen auch noch ein zusätzliches Gas (z.B. Argon oder Stickstoff) verwendet werden. Die Vielfalt der Spritzzusatzwerkstoffe ist bei den Pulvern mit weit über 100 Materialien sehr weit gefächert.
Bei den Pulvern unterscheidet man selbstfließende und selbsthaftende Pulver. Die selbstfließenden Pulver benötigen meist zusätzlich eine thermische Nachbehandlung. Dieses “Einschmelzen” erfolgt überwiegend mit den dafür hervorragend geeigneten Acetylen-Sauerstoff-Brennern. Durch den thermischen Prozeß wird die Haftung von Spritzschicht auf dem Grundwerkstoff erheblich gesteigert; die Spritzschicht wird gas- und flüssigkeitsdicht.
Einsatzgebiete sind z.B. Wellenschonbuchsen, Rollgangsrollen, Lagersitze, Ventilatoren, Rotoren von Extruderschnecken etc.
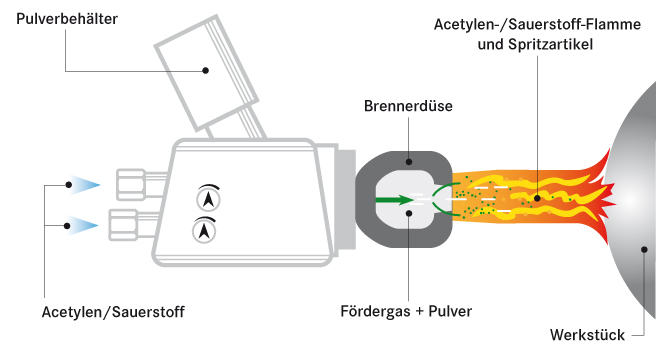
Beschichtungswerkstoffe